|
该Valmet接头宽度压印套件,如接头和冠部
测试工具包
图1专门设计用于确定
一对橡胶覆盖的实际工作辊隙宽度
在操作条件下。这种印象可能
用于确定纠正措施的需要,
例如重新打磨或重新抛光,或确定更多
对于给定的操作,满意的轧辊压力。
应保留这些印象使用压区测试套件
确保顶部和底部辊均清洁
并且在辊隙宽度
要有印象。
从箱子中取出套件,并在底卷上展开
(白纸向下)在顶部和
底部滚动。确保碳和纸
对中,以使辊隙压印在纸张的中心区域。如果辊是水平的并且在同一垂直平面上,则套件
通常将保持在卷上而不使用胶带。如果滚动
我们建议使用小条带
用压敏胶带将纸张固定在适当位置
位置
首先轻轻地把面包卷放在一起,然后
逐渐加载至正常工作压力。等待
压力正常化后约一分钟
在分离辊之前。然后碳片可以是
去除并处理辊隙宽度压印
评估。碳印模的类型
定期参考。它们应该进行比较
连续压印以检查磨损率,滚动
应采取乳头宽度压痕
当滚筒不旋转时,仅当机器
放下毛毡(如果使用)并将其移除或推至
一侧。
确定正确牙冠所花费的时间和人力
对于橡胶覆盖的轧辊,将得到更多补偿
通过提高性能和降低
维护成本。
颜色空间标准化/线性化RAW RGB或sRGB
光学固态光纤棒透镜
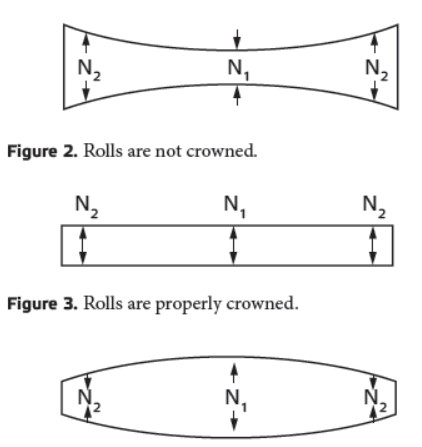
工作温度10°C-35°C,相对湿度35%-85%无冷凝靴形压榨机包括一个专门校准的扫描仪单元、电缆和软件。图2:轧辊不带冠。
C=(N2
2-N1
2) (D1+D2)
2DDC=(0.92 N2 N2 N1
N2 N2 N1
N2 N2 N1
图3。轧辊正确地进行了顶拱。
C=(N2
2-N1
2) (D1+D2)
2DDC=(0.92 N2 N2 N1
N2 N2 N1
N2 N2 N1
图4。轧辊的凸度太大。轧辊凸度的确定
从辊隙宽度压印
确定了所需的压区宽度
知道轧辊直径的载荷,我们可以
通过使用确定轧辊的附加凸度
公式如下:
哪里:
C=所需的额外齿冠,即差值
直径在中心和2英寸之间。
从配音的结尾开始
N1=辊中心的辊隙宽度
N2=夹持宽度2 in
D1=顶辊直径
D2=底辊直径
或者如果辊具有相等的直径:
作为一个例子,让我们假设我们有两个12英寸。
我们发现辊隙宽度为0.9英寸。
在载荷作用下,端部和中心处为0.7英寸
我们希望在那里滚动。然后由我们
公式自:
N1=0.7
N2=0.9
D=12
如果我们的轧辊最初是直的,我们会
现在将0.027英寸的表冠放入橡胶中。如果
表冠最初为0.030英寸,将增加到
0.057英寸。如果情况相反
中心(N1)为0.9英寸,端部的压区(N2)
如果是0.7英寸,那么我们的指示冠将是-
0.027英寸,表明辊隙也已包含
很多皇冠。如果我们的卷冠是0.030英寸。
那么适当的冠部将是0.003英寸。经常有助于确定各种牙冠
荷载,以便如果需要改变荷载
那么该卷的正确冠部将立即
可获得的如上所确定的冠部当然是,
所涉及的两个辊的组合冠部。金额
把这个皇冠放在顶部和底部
取决于单个机器
和操作。 |